OneCNCXR8 frigivelse 63.08
OneCNCXR8-version 63.06
Spændende ny udgivelse af OneCNCXR8
OneCNC-brugere har anmodet om denne funktion, og nu er vi glade for at levere.
Denne udgivelse er en stor udgivelse, fordi den inkluderer frigivelsen af den nye bearbejdning af Deburr-funktioner. Disse nye funktioner er tilgængelige i OneCNCXR8 Mill-ekspertfabriksversionerne. OneCNCXR8 Expert Version Deburr-funktionen findes i modelværktøjsstierne
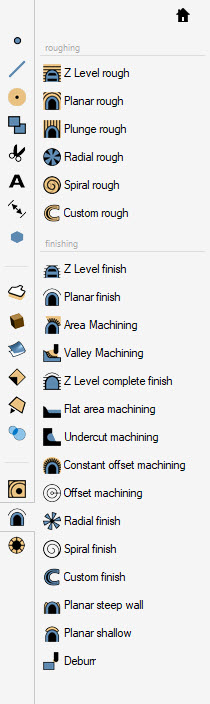
For brugere, der har 5-akse 3 + 2-funktionen føjet til OneCNCXR8 Mill Expert, er der en ny 5-akset Deburr-funktion inkluderet på værktøjsstier med 5 akser.
Deburr-oversigt
Deburr er en højhastighedsmetode til både programmering og CNC-maskindrivning af modellerede komponenter.
Deburr skal ikke forveksles med en affasningsfunktion, fordi affasning er en anden metode ved hjælp af forskellige værktøjer.
Deburr er designet som en automatiseret "deburr-funktion" specifikt ved hjælp af en "kuglemølle" og bruger ikke et faset værktøj eller koniske værktøjer.
Deburr-funktion kræver en "gyldig enkelt model" og afgrater ikke "overflader eller geometri" -stil eller STL-dele, fordi en model har præcise 3D-kanter for at skabe de krævede specielle 3D-forskydninger.
Modellen skal være en gyldig enkeltregionsmodel. OneCNC afgratning kan bruges på flere modeller, men modellerne må ikke røre ved hinanden og skal være adskilt med tilstrækkelig værktøjsbearbejdningsafstand mellem modellerne eller styret af grænsen.
Modellen skal ikke modelleres med den "Deburr" -afstand, der allerede er modelleret på modellen, fordi de populære modeller, som vi har testet, ikke er i stand til korrekt at modellere en deburr-kant korrekt.
Modeller, der ikke er enestående gyldige modeller, bruger andre OneCNC-bearbejdningsfunktioner til at behandle disse modeller.
OneCNC bruger 3D-rumlig plan teknologi til korrekt at opretholde den korrekte 3D-forskydning for at udføre den konstante afgratning ved hjælp af en kuglemølle.
Deburr-videoen https://youtu.be/2bIhFDMZGpg viser eksempler på 3D rumlig forskydningsevne omkring 3D-kanter tilspidsede og radiale såvel som huller og blinde kanter.
OneCNC-installation inkluderer 2 eksemplermodeller i OneCNCXR8-prøvekataloget en til 3-akset afgratning og en til 5-akset afgratning, der blev bearbejdet i vores testrutiner og inkluderer kendte vanskelige 3D-offset-kanter. Du kan se i disse eksempler, hvad der kræves i 3D rumlig forskydning for automatisk at udføre deburr med præcision.
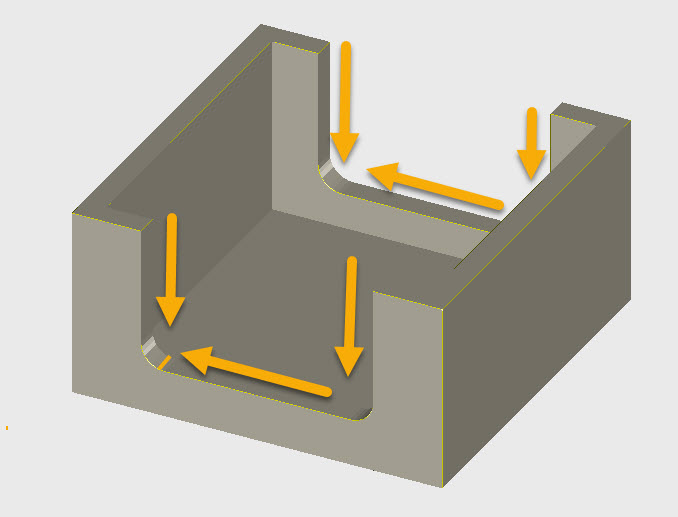
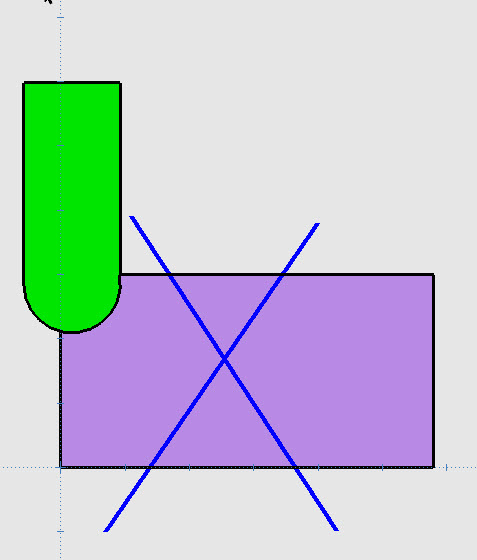
Denne grafik viser en typisk vanskelig kant at afgrøde.

Fordi Deburr generelt kun kræves 0,15 mm deburr (0,006 in), skal det være nøjagtigt for at udføre korrekt, fordi det så let ses, hvis det ikke er korrekt.
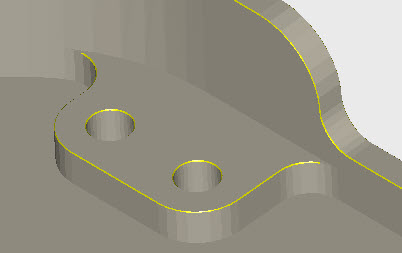
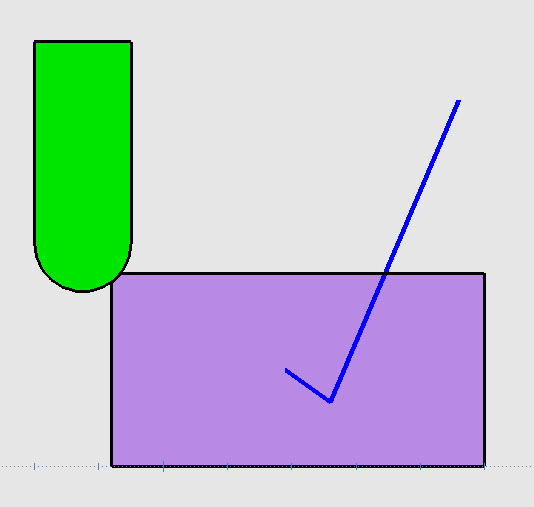
For eksempel afgratning af et hul på en tilspidset væg ændrer 3D Spatial offset uendeligt forskydningen hele vejen rundt om hulets omkreds.
Denne grafik viser afgratningen omkring kanten af et vinklet hul.

Ved bearbejdning er en afgratningsretningskontrol overvejende den korteste vej med styrelogik på kanter, der indeholder lodrette bevægelser for at sikre, at afgratningen altid udføres i nedadgående retning for at forhindre værktøjsbrud, som ville ske ved opadgående bevægelser på lodrette kanter. På grund af dette udføres kanterne tovejs snarere end klatrefræsning. Udtømmende praktiske tests blev udført for at sikre de bedste tovejsmetoder og på grund af værktøjsstørrelsen sammenlignet med afgraderingsafstandsmængden ved hjælp af høj spindelhastighed.
Afgratningsindstillinger
Deburr-indstillinger er blevet automatiseret og forenklet, og alt hvad der kræves er værktøjsstørrelse og deburr-afstand. Afstanden mellem afgratning og blinde ender eller bosser og andre dele af modellen er fuldautomatisk sammen med finishtolerancen.
Den mest populære afgratningsafstand er 0,15 mm (0,006 tommer) ved hjælp af en 3 mm kuglemølle (.125 tommer) eller mindre.
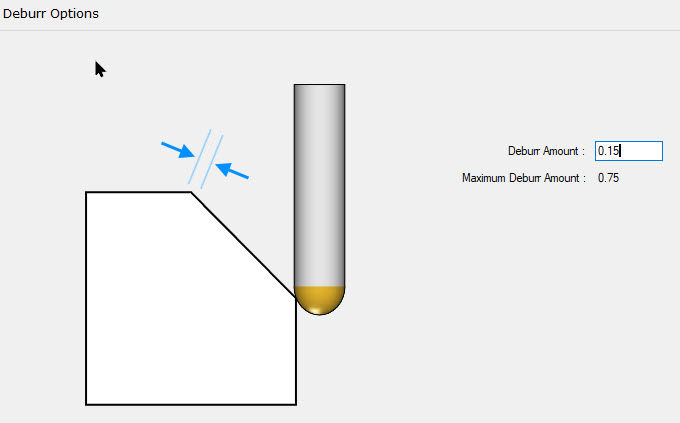
Værktøjet med mindre størrelse foretrækkes, fordi det gør det muligt at afgrøde tættere på blinde ender.
Afgradsbeløbet er begrænset til 0,25% af værktøjsdiameteren. Dette skyldes hovedsageligt at vejlede den foretrukne brug af deburr-afstand for at forhindre overdreven deburr-størrelse for at besejre formålet med deburr. Brug af små værktøjer og højhastighedskort kræver minimal afgradsafstand for at forhindre værktøjsbrud.
Typisk afgratningsindstilling ved hjælp af ser sådan ud
Afgratningskanterne kan vælges individuelt bare ved at klikke på kanterne eller bruge en af de automatiserede metoder til del- eller grænsekontrol.
Der er en anden vigtig tilføjelse til OneCNCXR8 i denne udgivelse.
DWG / DXF
OneCNC har udviklet en komplet ny DXF- og DWG-importeksportfunktion til OneCNCXR8. Fortsætter vores løbende udvikling af Industry 4.0-standarden.
OneCNCXR8 version 63.08 er nu tilgængelig i OneCNC File Manager.
OneCNC opdateringer
OneCNCXP 5.23
Juli 31 2003
OneCNCXP 5,27
Sep 05 2003
OneCNCXP 5,29
Sep 12 2003