OneCNCXR8 version 62.77
Mise à jour de la version OneCNCXR8 62.77
La version 62.77 de OneCNCXR8 contient de nombreux ajustements que nous avons détaillés ici, mais nous avons d'abord un rappel pour tous les utilisateurs de OneCNC.
Note spéciale et rappel à tous les utilisateurs OneCNC.
Lorsque vous utilisez des trajectoires d'outil de modèle de stock, le haut du matériau supérieur Z (haut du travail) doit toujours être défini correctement.
Bien qu'il s'agisse d'un rappel, il a toujours été exigé dans toutes les versions de OneCNC dans le paramètre supérieur du matériau de la boîte de dialogue Jeux d'outil.
Cela contrôle non seulement toutes les valeurs de jeu, mais contrôle également les valeurs de profondeur du perçage des profils de poches et toutes les profondeurs des trajectoires d'outil d'origine.
Cela montre une pièce typique et les flèches représentent le matériau Z Top

Cela montre la boîte de dialogue de dégagement qui contrôle le haut du matériau Z (haut de la tâche)

Cette version comprend de nombreux ajustements fonctionnels et ce sont les principaux.
Fichier d'aide
Nouveau fichier d'aide et tutoriels en anglais mis à jour.
Impression
A été amélioré pour empêcher l'entité non valide de provoquer l'échec de l'impression.
Niveau Z rugueux
Amélioration du parcours d'outil de niveau Z pour éviter qu'il ne soit généré
Graver la simulation
La simulation de l'outil de gravure a été améliorée.
Cycle de fil
Le cycle de filetage du tour longueur du filetage Z direction positive a été corrigé
Les langues
Mise à jour de la langue chinoise
Mise à jour de la langue japonaise
HS Pocket
La poche HS Closed a été ajustée pour éviter d'être générée comme HS Open si le dessus du matériau était réglé Z positif avait une amélioration supplémentaire. Des modifications ont été apportées à la méthode de compensation qui a changé le comportement du bord supérieur de la poche, y compris la finition du bord supérieur lors de son utilisation.
Profil de l'usine
Le profil de fraisage utilisant un outil à bec arrondi réglé à des profondeurs grossières a été corrigé avec une méthode de comportement améliorée pour démarrer le bord supérieur du profil.
Profil de l'usine
Le décalage du rayon de la pointe de l'outil du profil de fraisage a été corrigé et une amélioration générale du comportement a été apportée au bord supérieur du profil.
Détails des nouvelles fonctions Pocket et Profile
Les changements de comportement aux limites sont illustrés dans les graphiques suivants.
Lorsque vous utilisez des trajectoires d'outil d'origine, l'une des valeurs les plus importantes dans chaque fonction est le haut de la valeur du travail Z.
Cela doit toujours être au sommet de la tâche
Il peut être possible d'avoir la limite à un autre niveau Z mais le haut du travail doit toujours être la valeur Z utilisée dans les boîtes de dialogue de paramétrage d'outil dans OneCNC
Ce premier graphique montre un broyeur à boulets coniques utilisé pour empocher et finir le profil d'une poche.

OneCNCXR8 prend en charge les fraises à bout carré de style standard, les outils coniques à nez sphérique à bout carré et les styles à bec arrondi.
Les utilisateurs doivent être conscients que certains de ces outils dont le diamètre principal est souvent en dehors de la poche ou du contour du profil.
Cela dépend bien sûr des tailles et des longueurs d'outils par rapport à la poche ou au profil en cours d'usinage.

Cela montre une poche murale conique utilisant Bullnose End Mill en utilisant des paramètres rugueux et finich.

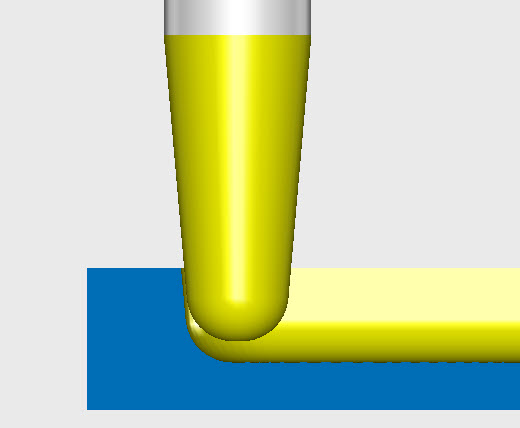
Poche peu profonde où le rayon de la pointe de l'outil est supérieur à la profondeur de la poche, le bord de l'outil utilisé va maintenant couper jusqu'à la limite.

Cela montre plus clairement que la profondeur de la poche est inférieure au rayon.

Cela montre une poche peu profonde avec une finition de profil en utilisant un broyeur carré et un profil en utilisant un broyeur à boulets.

Sachez que dans OneCNC, de nombreux outils dépassent la limite des fonctions de poche ou de profil.
Fraise à bout sphérique où le rayon de la pointe est inférieur à la profondeur de la poche ou du profil ou au grand diamètre des fraises à bout conique dépassant souvent la limite du profil.
La poche haute vitesse n'est pas recommandée pour une poche peu profonde avec un grand rayon de pointe.
Une meilleure sélection serait un style de poche traditionnel Pocket ou Zig Zag avec un profil de finition.
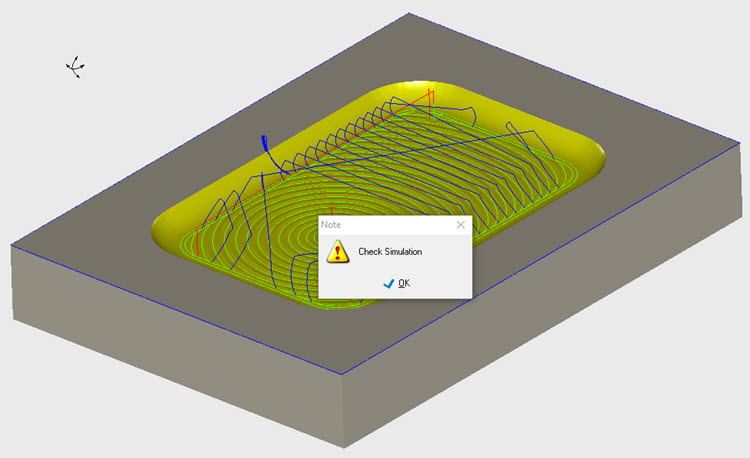
Si vous utilisez le style HS pour cette poche de faible profondeur, il y aura un message pour vérifier la simulation.
Le style HS peut ne pas fournir une finition appropriée pour une poche peu profonde où le rayon de la pointe est supérieur à la profondeur de la poche.

Voici d'autres exemples typiques d'outils dont le diamètre principal dépasse la limite.
Outil d'extrémité de boule conique
Outil conique conique

Outil à bout carré effilé

Il existe de nombreux parcours d'outils d'origine qui peuvent avoir un surplomb, y compris des outils de chanfrein.
Les parcours d'outil du modèle présentent de nombreuses situations similaires.
C'est la raison pour laquelle tous les parcours d'outils doivent être simulés avant de publier le fichier sur la machine.
Ce graphique montre un outil de chanfrein.

La version 62.73 de OneCNCXR8 est désormais disponible dans le serveur de mise à jour OneCNC pour tous les utilisateurs OneCNCXR8 sous licence.
Mises à jour OneCNC
OneCNC XR9 version 74.83
Avril 18 2024
OneCNCXP 5.23
Juil 31 2003
OneCNCXP 5.27
Sep 05 2003