Rilis OneCNCXR8 62.77
Pembaruan Versi OneCNCXR8 62.77
Rilis OneCNCXR8 62.77 berisi banyak penyesuaian yang telah kami detailkan di sini. Tetapi pertama-tama kami memiliki pengingat untuk semua pengguna OneCNC.
Catatan dan Pengingat Khusus untuk semua pengguna OneCNC.
Saat menggunakan Stock Model Toolpaths bagian atas material atas Z (top of job) harus selalu diatur dengan benar.
Meskipun ini adalah pengingat tetapi selalu menjadi persyaratan di semua versi OneCNC di pengaturan atas bahan dialog Tool Clearances.
Ini tidak hanya mengontrol semua nilai izin tetapi juga mengontrol nilai kedalaman pengeboran profil kantong dan semua kedalaman jalur alat stok.
Ini menunjukkan bagian khas dan panah menggambarkan Material Z Top

Ini menunjukkan dialog izin yang mengontrol bagian atas Bahan Z (Atas pekerjaan)

Rilis ini mencakup banyak penyesuaian fungsional dan ini adalah yang utama.
File Bantuan
File bantuan dan tutorial bahasa Inggris yang baru diperbarui.
Pencetakan
Telah ditingkatkan untuk mencegah entitas yang tidak valid menyebabkan pencetakan gagal.
Z Level Rough
Toolpath kasar tingkat Z ditingkatkan untuk mencegah agar tidak dihasilkan
Simulasi Mengukir
Simulasi alat ukiran ditingkatkan.
Siklus benang
Panjang ulir siklus benang arah positif Z telah diperbaiki
Bahasa
Bahasa Cina diperbarui
Bahasa Jepang diperbarui
Saku HS
Saku HS Tertutup disesuaikan untuk mencegah dihasilkannya HS Terbuka jika atasan bahan disetel Z positif mengalami peningkatan lebih lanjut. Perubahan dilakukan pada metode penyeimbangan yang mengubah perilaku tepi atas saku termasuk penyelesaian tepi atas saat digunakan.
Profil Pabrik
Profil Pabrik menggunakan alat bullnose yang diatur ke sudut kemiringan kedalaman yang dalam dikoreksi bersama-sama dengan metode perilaku yang lebih baik mulai dari tepi atas profil.
Profil Pabrik
Offset radius ujung alat profil pabrik dikoreksi dan peningkatan perilaku umum selanjutnya dilakukan di tepi atas profil.
Rincian fungsi Saku dan Profil baru
Perubahan perilaku batas ditampilkan dalam grafik berikut.
Saat menggunakan jalur stok apa pun, salah satu nilai terpenting dalam setiap fungsi adalah bagian atas dari nilai Job Z.
Ini harus selalu di atas Ayub
Dimungkinkan untuk memiliki batas pada level Z lain tetapi bagian atas pekerjaan harus selalu nilai Z yang digunakan dalam dialog pengaturan alat di OneCNC
Grafik pertama ini menunjukkan Tapered Ball Mill yang digunakan untuk mengantongi dan menyelesaikan saku profil.

OneCNCXR8 mendukung pabrik ujung persegi gaya standar, alat meruncing hidung ujung bola persegi dan gaya bengkok.
Pengguna perlu menyadari bahwa beberapa alat ini diameter utama alat sering di luar batas saku atau profil.
Ini tentu saja tergantung pada ukuran dan panjang alat dibandingkan dengan kantong atau profil yang sedang dikerjakan.

Ini menunjukkan saku dinding meruncing menggunakan Bullnose End Mill menggunakan parameter kasar dan halus.

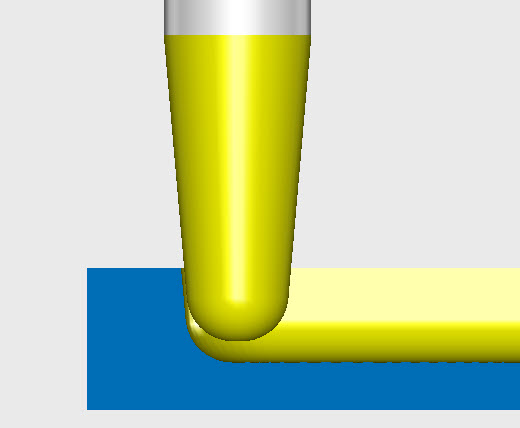
Kantung dangkal tempat jari-jari ujung pahat lebih besar dari kedalaman paku, tepi pahat yang digunakan sekarang akan memotong ke batas.

Ini menunjukkan lebih jelas kedalaman saku lebih kecil dari jari-jari.

Ini menunjukkan saku dangkal dengan profil selesai menggunakan mill ujung persegi dan profil menggunakan ball mill.

Ketahuilah bahwa di OneCNC banyak alat yang menonjol di luar batas fungsi saku atau profil.
Ball End mill di mana jari-jari ujung kurang dari kedalaman saku atau profil atau diameter utama dari pabrik ujung meruncing sering melampaui batas profil.
Saku Kecepatan Tinggi tidak disarankan untuk saku dangkal dengan jari-jari ujung besar.
Pilihan yang lebih baik adalah Saku Tradisional atau gaya saku Zig Zag dengan pengaturan profil selesai.
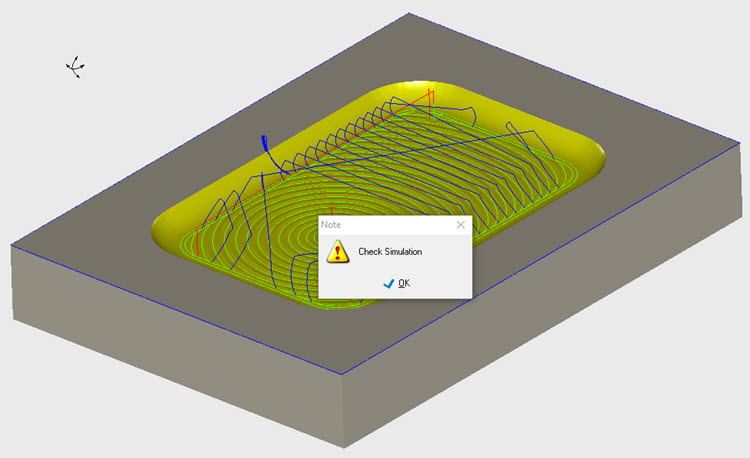
Jika Anda menggunakan gaya HS untuk saku kedalaman dangkal ini akan ada pesan untuk memeriksa simulasi.
Gaya HS mungkin tidak memberikan hasil akhir yang cocok untuk saku dangkal di mana jari-jari ujung lebih besar dari kedalaman saku.

Berikut adalah contoh khas alat lainnya dengan diameter utama melebihi batas.
Alat Ujung Bola Meruncing
Alat Bullnose Tapered

Alat ujung runcing

Ada banyak lintasan pahat stok yang bisa overhang termasuk alat talang.
Toolpath model memiliki lebih banyak situasi serupa.
Ini adalah alasan semua toolpaths harus disimulasikan sebelum memposting file ke mesin.
Grafik ini menunjukkan alat talang.

Versi OneCNCXR8 62.73 sekarang tersedia di Server Pembaruan OneCNC untuk semua pengguna OneCNCXR8 berlisensi ..
Pembaruan OneCNC
OneCNCXP 5.23
Jul 31 2003
OneCNCXP 5.27
Sep 05 2003
OneCNCXP 5.29
Sep 12 2003