發布2006年5月3日更新7.51
更新7.51具有的新功能
是什麼在此更新:
為XR2銑削軟件,此新的更新是OneCNC歷史上最廣泛的中端系列的更新。 OneCNCXR2只有用戶有機會擁有最新的新技術,在不增加額外費用。如果需要CDROM有這種收費以及為後期和處理的額外成本。如果需要CDROM請聯繫您的銷售辦事處。
此更新可用於自動更新檢查的所有許可的用戶,將可從自動更新部分。
我們在這裡展示,我們也傾聽我們的用戶,並添加盡可能以符合不斷引進新的技術,我們自己不斷進步發展而要求的功能。
並不是所有的個人要求得到補充,因為我們那裡現在1萬名個人系統的可能超過1.5萬個人用戶,當然,我們只有一個軟件。這當然成為一個龐大的操作和一些次新特性或功能是關閉的一些用戶,他們喜歡什麼,但對許多人正是他們正在尋找一個貿易。
當我們補充一點,我們不松軟件易於使用的吸引力的功能也很重要。這是很容易添加花里胡哨,並使它很難使用,但難以執行許多功能,而實際上提高了易用性。
我們也有測試人員的忠實樂隊,幫助我們,這是他們的專門援助,我們能夠給您帶來完整性這麼高的水平,我們的OneCNC軟件。
從本質上講這是什麼更新包括:
新的渦輪增壓極速為創建刀具路徑非常明顯與大Z水平粗加工的地方創造的速度是比以前的版本快2至10倍。雖然這不是一個新的功能,上市是一個顯著的改善和令人興奮的一個用於電力用戶。
與內部邊界面對。
1.扒竊功能具有相同的工具,粗加工到完成新的能力。
2.扒竊現在對精切削單獨的入口和出口。
3.袖珍功能有在去年切斷的方式底部精加工能力。
4.新的能力,獨立轉速和進給過搭在口袋裡完成
5.口袋和速度獨立於或粗的百分比的完成進料。
6.袖珍具有自定義級別3種面漆的粗加工水平或完整深度。
7.個人資料功能有相同的工具,粗加工到的能力完成
8.個人資料功能有多個粗加工。
9.個人資料有獨立的自動進入和退出。
10.個人資料有定制完成進給和速度的能力。
11.檔案功能通過最後的切割方式有底部的光潔度
12.自定義完成削減方便整理圓錐曲線功能簡介
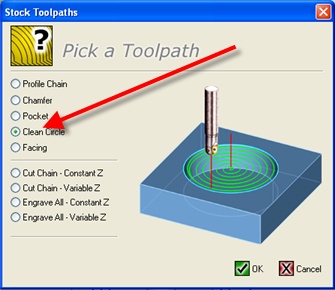
13.清潔圈功能具有相同的工具,粗加工到的能力完成
14.清潔圈有粗加工和精加工的自動出入境
15.清潔循環功能通過最後的切割方式有底部的光潔度
16.清潔圈現在已經錐補充說。
17.清潔圈和速度,以獨立的完成飼料或粗的百分比
18.倒角功能包括新的獨立入口退出晉級。
19.新建築平面屏幕視圖平面
20.新能力後鑽有XY在第一位置
21,新建有換刀的工具預先調用功能調出下一個工具準備
22.新的能力在後換刀有要求刀具長度補償之前的XY位置新建複製組中的NC管理能力
23.新的NC管理器複製功能的能力
在準備24.新的加密狗安全新加密狗系列OneCNC特別製作
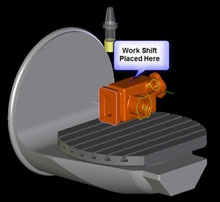
25.多軸NC管理新工作位移技能新工作班次的能力所在的機器需要輪班與部分旋轉
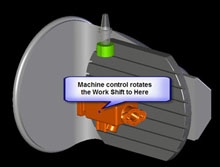
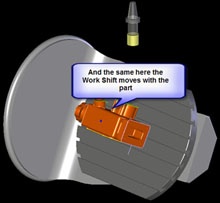
26.新的工作班次的控制,使切斷工作班次的旋轉的定位機
27.新多軸處理方向控制在X軸和Y軸的實時的崗位能力
28.新的控制能力多軸的實時機器運動的精確預覽
29. DNC鏈接已被修改,以更好地適應和處理大文件保存
30.大量增加了對10種語言,以及目前在DNC編輯Unicode支持。
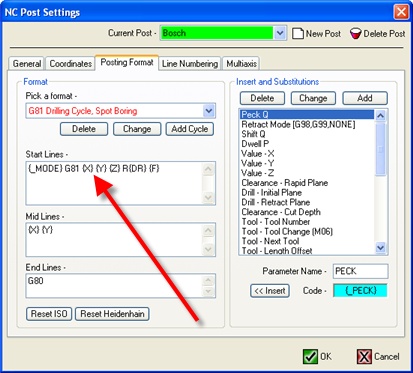
31.後G01現在可以包括{S}允許過乘坐完成削減主軸轉速
32.刀具選擇已被修改得的長度和直徑偏移改善安全邏輯冷杉實時選擇並編輯定制這些寄存器的能力。
33.各種主流的機器像哈斯哈默DMG米克朗機器操作的可視化實時預覽耳軸支撐。
34.通訊鏈路現在可以在OneCNC今天選項卡中找到。
35.現在可以選擇,即使該表面可以是固體擠出固體的一部分擠出表面。
36.新功能的文件>屬性>顏色添加>選擇的工作班次球指示燈的顏色。
再加上許多其他的改進和調整,在此未列出。
施工平面
這種新的建築平面允許由當前視圖平面上形成的平面。
新建築平面屏幕視圖平面是非常方便的飛機定位為多軸工作所在的區域為機作為觀察從障礙物清晰。這是因為你可以加工平面設置工作平面。這可以通過創建一個邊界或範圍等表面進行

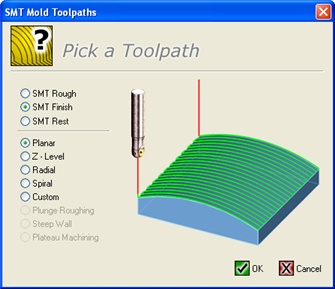
SMT刀具路徑的
在SMT刀具路徑的進行了優化,在一定程度上,現在他們從2到10倍,因為我們已經將新的渦輪增壓技術的速度比以前的大文件。這是在z水平粗加工和精加工使光潔度公差被設置嚴密,並在合理的時間計算還是非常明顯的。
雖然這不是一個新的功能,上市是一個顯著的改善和令人興奮的一個用於電力用戶。
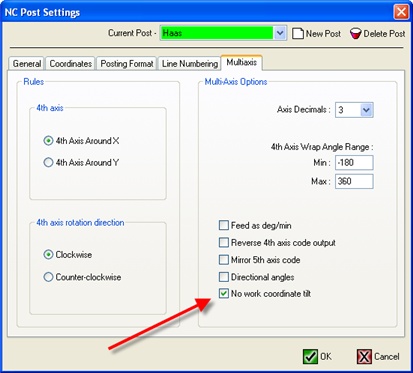
多軸加工
多軸加工現在已經擁有了第4和第5軸這兩個方向控制的能力。在5軸模式的主第4軸可以繞X或Y軸。
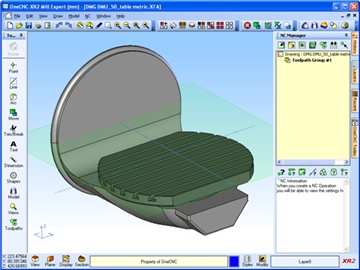
耳軸支撐
現在支持所有主流的機器哈斯美光哈默DMG的名字已安裝在過去幾月幾。
已經進行了全面的模擬預覽檢查程序的完整性耳軸型號可從OneCNC通訊服務下載。
下面顯示從我們最近對西門子和海德漢機器控制安裝了他們的DMU50機DMG耳軸。
袖珍功能
現在反扒函數都有相同的工具,具有自動出入境的精切削的開始和結束粗加工完成的能力。
在口袋裡的新功能的能力由過去的切割方式底部的完成。
在口袋精切削獨立的入口和出口的新功能
定制口袋和速度的獨立或粗的百分比的結束飼料新的能力。
在股票刀具路徑的第一個對話框,沒有變化和選擇是一樣的。
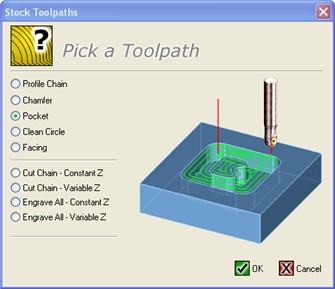
下一個對話框也是相同的,所以沒有新的設置,在這裡學習。
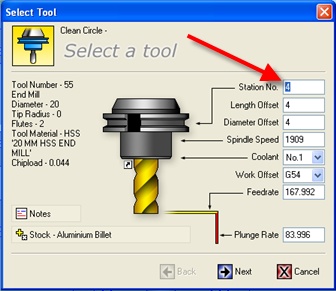
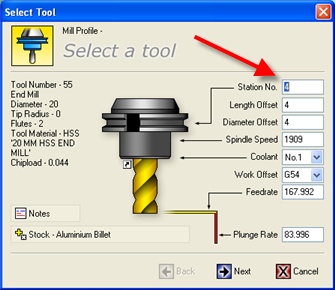
刀具選擇對話框中有一個功能性的改變。
站號有了新的自動安全技術,使在偏移量的變化。
沒有對工具的選擇沒有框。站號要么來自於工具庫中的工具選擇,或者你只是在站號碼類型。所以,當你輸入刀具號長度補償和直徑偏移被自動設置完成這種方式。
選擇和設置工具的正確的方法
當此對話框出現時做的第一件事就是選擇之前,任何其他設置的工具。
1.選擇工具
2.選擇站號(長度和直徑異地會發生變化)
檢查該偏移的長度和直徑都是正確
3.選擇材料(除非已設置)
4.選擇冷卻液(除非已設置)
5.選擇零點偏移(除非已設置)
單擊下一步。
注意:
您設置的工具,並抵消後,現在可能如果需要的話,他們會保持設置你改變偏移量的自定義數字而不是相同的號碼。
如果您在以後的時間編輯偏移他們會留下一套。

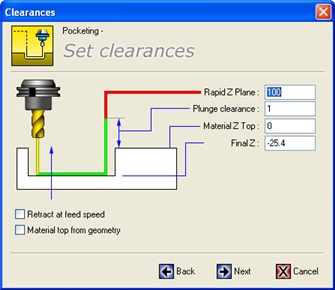
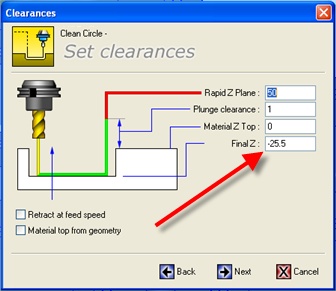
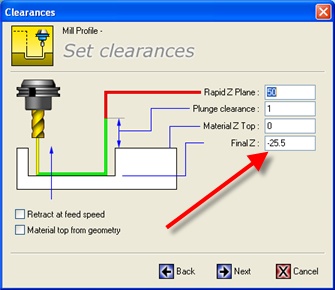
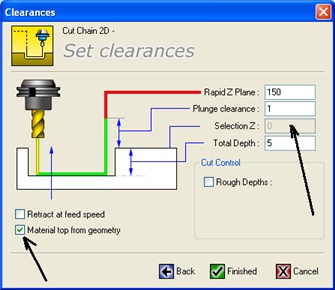
集合間隙對話只是和以前一樣。
最終的Z
這是在絕對值還是從價值的口袋選定的幾何邊界,通過標記從幾何的料面定義的值。
料面從幾何
你必須選擇該口袋的Z值是從絕對Z值或它的Z值可以由相同的所選的存儲塊邊界形狀的能力。
特別警告注意:
我們還做應力在這一點上與Z間隙平面應始終上述夾具高度或零件上的任何其他障礙物高度設置被加工,這樣,當工具急流在工作它總是會在完全安全的間隙位置。
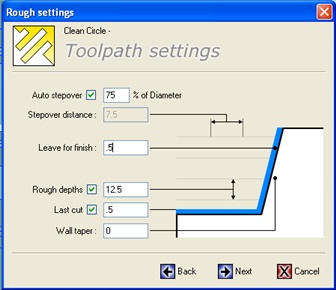
下一個對話框顯示了口袋裡的粗加工和精加工新技術。
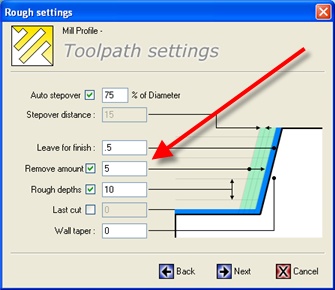
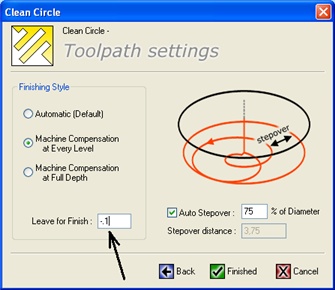
粗略設置
自動步過
自動步過可以在一次建立所需的步驟保持置。對於反扒步過一般在50%左右,雖然這可以,只要它清除口袋設置為您所需的金額。這可以通過運行模擬來檢查,如果不乾淨可以在無需重新選擇口袋被改變的百分比。
步過距離
如果你想步上是一個精確的距離只是取消標記自動步過,插入到所需的步驟隨距離盒,不會變灰一旦未標記的價值。
離開完成
這對於你要離開,這將在下一個對話框中執行的精切削量的值。
關於粗糙深處特別注意:
粗糙深淵
這是實際切削深度的價值,“不是,平均水深了”,而是實際切深量。
最後切
這是在其上有效地成為底部的精切削的口袋底部的最終切的值。
華爾街錐度
長城錐度是放在衣兜裡的牆上的實際程度錐度。

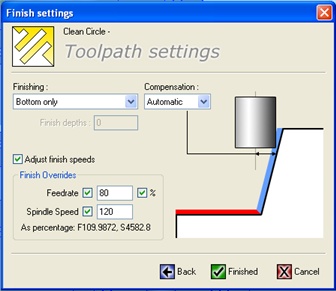
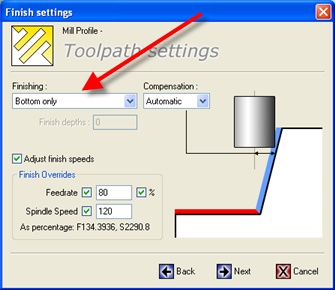
完成設置
這是你設置完成的功能。發生這種情況您是否已經為結束設定一個值在粗糙的對話框中設置。
在粗糙的對話框設置,如果你設置完成,將被應用到終點的值。即使你沒有設置有它的價值將基本執行完成一個彈簧晉級。
終點可設置為:
粗略水平
這將使用相同的工具的粗加工和執行在被用於粗加工因此它被稱為粗糙水平,同樣的水平完成切割。
只有底部
如果這是用來將在口袋的全部深度在一個切口執行完成。
自定義級別
此值可以設置在您需要的終點深度。例如,如果口袋裡有牆錐形您可以設置這一優良,並使用球磨機用小尖半徑進行精細的深度完成傳遞。
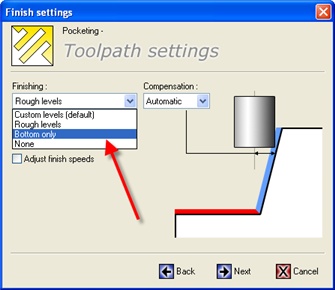
此圖為自定義級別

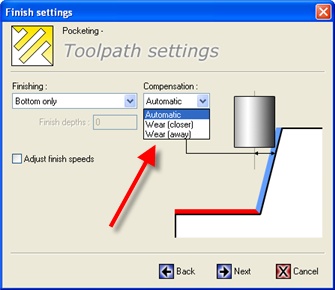
刀具補償:
你有3種選擇這裡
自動
這是OneCNC會自動使用從工具庫中的半徑值偏移刀具,是推薦類型的賠償。
穿(詳細)
此設置使用自動偏移和將偏移碼機器,讓你可以在你的機器控制控制嚴格的公差工具的公差控制。
流逝)
此設置使用自動偏移和將偏移碼機器,讓你可以在你的機器控制控制嚴格的公差工具的公差控制。
對使用磨損特別警告靠近或離開
使用此功能時,必須謹慎和小心使用。它要求你必須在控制刀具直徑零值,因為軟件會自動關閉時設置的工具。你應該需要在機器控制使用的唯一價值是,你需要調整以保持你想要的公差尺寸公差量。
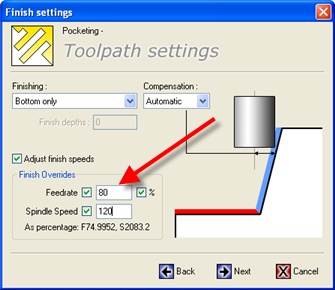
完成以上換乘
調整完成速度
如果標記調整完成速度它將允許你使用不同的飼料和速度的粗加工。
標記只是調整開啟的調節能力。它不會打開速度或飼料的變化。由標記飼料或速度標記盒打開。
如果此標記所示的框就會出現。您可以輸入實際值的飼料和速度,或者你可以把它原來的飼料和速度的百分比。
供您使用此功能,您可能需要執行以下操作。
在全新安裝的新用戶
您不需要做任何事情的調整已經到您的文章的。
對於現有用戶OneCNC
如果您是現有用戶,並在現有的軟件的頂部已安裝此更新,您將需要調整職務的這一行動發生在張貼。
調整你的崗位上激活主軸轉速變化
只要打開你使用後,插入{S}到G01換行格式如下所示。
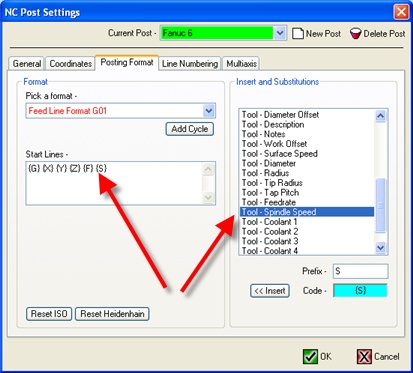
這是你設置自定義飼料和速度為口部輪廓。
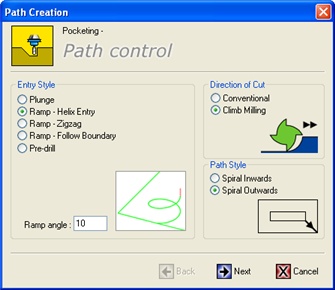
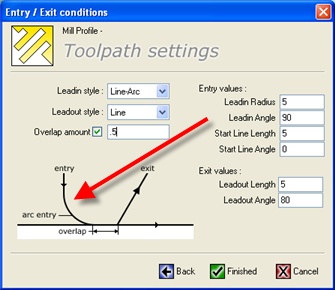
出入境條件
這是你設置的入口退出條件的最後一個對話框。有出入境單獨的設置。你可以有3個款式進出境。
線
在這裡,你只需要一行進入該進入或退出
號線
在這裡,你可以有號線進入或退出這對於困難地區使用,以控制進入或退出的方向和方法。開始行長度是要為其有適用於它的開始線角度條目的第一行的長度。這是牽頭行的第二行也對進出境的這條線部分自身的角度控制。建議您將此和背部的情節並查看結果,直到你成為它的使用信心。有任何疑問剛瑟直線或弧線這是更容易使用。
弧線
其原因是有線和弧補償如果任何發生在電弧之前該第一行是不可能直接在電弧使用補償。
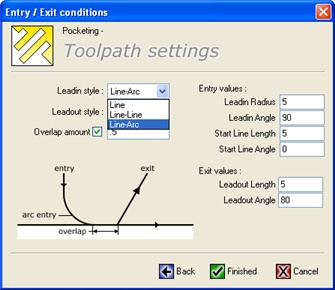
交疊
這是一個額外的設置,以確保一個完美融合的光潔度。這應該小心使用困難的口袋,絕不應該用接近的角落或尖銳角度的邊緣為重疊可能晃過了這一點。不如說刀具半徑為重疊的5%這個正常的長度不宜更大。
的NCManager
數控管理器已被廣泛修改,現在還包括組和功能重複的重複
重複組
要複製的一組只突出顯示管理器中的組,然後單擊鼠標右鍵,會出現此菜單。從這裡選擇重複的組,整個組將被複製。
這種能力複製該組內的所有的功能,並創建其作為所謂的組(名稱)的複製新組。

重複操作
此功能允許特定操作的重複。
要複製操作只是突出的功能,然後點擊鼠標右鍵,選擇重複的操作。

工作班次
在NC管理新工作班次能力

這項新的研究偏移量是3軸的能力,而且也適合多軸能力。
如果不選擇工作轉變,把它放在你的一部分,因為它一直在屏幕的十字線做它只是工作。如果您選擇的位置,從XY零走它只是工作。將它在XY的十字線這就是它是通過缺省,並且不顯示為一個球,因為它會在該點被關閉的零。
要使用此功能只是讓你的刀具路徑的正常方式,而不用考慮,其中XY的零是。然後,當您發布右擊該集團在NC管理器和選擇工作方式轉變,放置在你希望它是XY零位或工作協調機器上的零件的位置的工作班次。默認情況下它會顯示為一個小的黑球。如果你想這樣的顏色進行定制,進入屬性>顏色>和改變的黑色默認為您選擇的顏色。
這個現在允許的部分的任意位置在屏幕上的編程當位於與工件移可用於放置在部分的XY零的工作坐標。
對於多軸所在的機器需要輪班與部分旋轉
新的工作班次的控制,允許關閉工作班次的旋轉開關的固定位置機
乾淨圈功能
具有與相同的工具,具有自動出入境粗加工到的能力完成新的清潔功能圈。
刀具選擇對話框中有一個功能性的改變。
站號有了新的自動安全技術,使在偏移量的變化。
沒有對工具的選擇沒有框。站號要么來自於工具庫中的工具選擇,或者你只是在站號碼類型。所以,當你輸入刀具號長度補償和直徑偏移被自動設置完成這種方式。
選擇和設置工具的正確的方法
當此對話框出現時做的第一件事就是選擇之前,任何其他設置的工具。
1.選擇工具
2.選擇站號(長度和直徑異地會發生變化)
檢查該偏移的長度和直徑都是正確
3.選擇材料(除非已設置)
4.選擇冷卻液(除非已設置)
5.選擇零點偏移(除非已設置)
單擊下一步。
注意:
您設置的工具,並抵消後,現在可能如果需要的話,他們會保持設置你改變偏移量的自定義數字而不是相同的號碼。
如果您在以後的時間編輯偏移他們會留下一套。
集合間隙對話只是和以前一樣。
最終的Z
這是在絕對值還是從價值的口袋選定的幾何邊界,通過標記從幾何的料面定義的值。
料面從幾何
你必須選擇該口袋的Z值是從絕對Z值或它的Z值可以由相同的所選的存儲塊邊界形狀的能力。
特別警告注意:
我們還做應力在這一點上與Z間隙平面應始終上述夾具高度或零件上的任何其他障礙物高度設置被加工,這樣,當工具急流在工作它總是會在完全安全的間隙位置。
下一個對話框顯示了口袋裡的粗加工和精加工新技術。
粗略設置
自動步過
自動步過可以在一次建立所需的步驟保持置。清潔圓圈步過一般在50%左右,雖然這可以,只要它清除口袋設置為您所需的金額。這可以通過運行模擬來檢查,如果不乾淨可以在無需重新選擇口袋被改變的百分比。
步過距離
如果你想步上是一個精確的距離只是取消標記自動步過,插入到所需的步驟隨距離盒,不會變灰一旦未標記的價值。
離開完成
這對於你要離開,這將在下一個對話框中執行的精切削量的值。
粗糙深淵
這是實際的切割深度的值,並且不是平均值不再而是實際切割深度量。
最後切
這是在其上有效地成為底部的精切削的口袋底部的最終切的值。
華爾街錐度
長城錐度是放在衣兜裡的牆上的實際程度錐度。
完成以上換乘
調整完成速度
如果標記調整完成速度它將允許你使用不同的飼料和速度的粗加工。
標記只是調整開啟的調節能力。它不會打開速度或飼料的變化。由標記飼料或速度標記盒打開。
如果此標記所示的框就會出現。您可以輸入實際值的飼料和速度,或者你可以把它原來的飼料和速度的百分比。
供您使用此功能,您可能需要執行以下操作。
在全新安裝的新用戶
您不需要做任何事情的調整已經到您的文章的。
對於現有用戶OneCNC
如果您是現有用戶,並在現有的軟件的頂部已安裝此更新,您將需要調整職務的這一行動發生在張貼。
調整你的崗位上激活主軸轉速變化
只要打開你使用後,插入{S}到G01換行格式。
刀具補償:
你有4個選擇在這裡
自動
這是OneCNC會自動使用從工具庫中的半徑值偏移刀具,是推薦類型的賠償。
機
這種刀具補償傳遞代碼的機器,從而允許在完成通全刀具補償控制。當然,這需要你有在本機控制設置為正確處理這種正確的寄存器。
您需要在您的閱讀機床手冊,以確保您能夠使用任何刀具補償功能,採取非常謹慎。
如果您使用中有任何疑問,任何刀具半徑補償使用自動設置。此設置OneCNC將為用戶自動抵消。
穿(詳細)
此設置使用自動偏移和將偏移碼機器,讓你可以在你的機器控制控制嚴格的公差工具的公差控制。
流逝)
此設置使用自動偏移和將偏移碼機器,讓你可以在你的機器控制控制嚴格的公差工具的公差控制。
對使用磨損特別警告靠近或離開
使用此功能時,必須謹慎和小心使用。它要求你必須在控制刀具直徑零值,因為軟件會自動關閉時設置的工具。你應該需要在機器控制使用的唯一價值是,你需要調整以保持你想要的公差尺寸公差量。
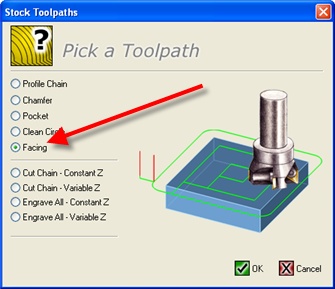
面對功能
與島嶼面對
面向功能現在可以有內部邊界的面。這僅僅是一個選擇朝向邊界以及任何內部邊界的問題。因為有對開水平以上不突出,這是合適的,只要。如果要避免上述這種需要突起最好是使用掌上功能。
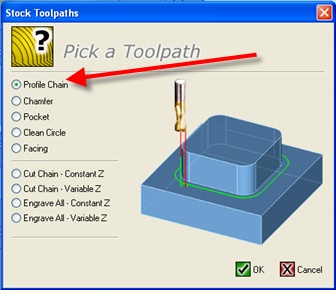
簡介鏈
簡介鏈功能
具有與相同的工具,具有自動出入境粗加工到的能力完成新配置的功能。
如下圖所示的第一個對話框下並沒有改變這是你選擇的配置文件的功能。
刀具選擇對話框中有一個功能性的改變。
站號有了新的自動安全技術,使在偏移量的變化。
沒有對工具的選擇沒有框。站號要么來自於工具庫中的工具選擇,或者你只是在站號碼類型。所以,當你輸入刀具號長度補償和直徑偏移被自動設置完成這種方式。
選擇和設置工具的正確的方法
當此對話框出現時做的第一件事就是選擇之前,任何其他設置的工具。
1.選擇工具
2.選擇站號(長度和直徑異地會發生變化)
檢查該偏移的長度和直徑都是正確
3.選擇材料(除非已設置)
4.選擇冷卻液(除非已設置)
5.選擇零點偏移(除非已設置)
單擊下一步。
注意:
您設置的工具,並抵消後,現在可能如果需要的話,他們會保持設置你改變偏移量的自定義數字而不是相同的號碼。
如果您在以後的時間編輯偏移他們會留下一套。
集合間隙對話只是和以前一樣。
最終的Z
這是在絕對值還是從價值的口袋選定的幾何邊界,通過標記從幾何的料面定義的值。
料面從幾何
你必須選擇該口袋的Z值是從絕對Z值或它的Z值可以由相同的所選的存儲塊邊界形狀的能力。
特別警告注意:
我們還做應力在這一點上與Z間隙平面應始終上述夾具高度或零件上的任何其他障礙物高度設置被加工,這樣,當工具急流在工作它總是會在完全安全的間隙位置。
下一個對話框顯示了口袋裡的粗加工和精加工新技術。
粗略設置
自動步過
自動步過可以在一次建立所需的步驟保持置。在步驟通常在50%左右是雖然這可以被設置到所需的量。這可以通過運行模擬來檢查,如果不乾淨可以在無需重新選擇鏈被改變的百分比。
步過距離
如果你想步上是一個精確的距離只是取消標記自動步過,插入到所需的步驟隨距離盒,不會變灰一旦未標記的價值。
離開完成
這對於你要離開,這將在下一個對話框中執行的精切削量的值。
刪除數量
這是要除去的材料的總量。
例如,如果你有一個塊100平方毫米,你想它是90後MM的成品尺寸方形刪除數額為5mm。
粗糙深淵
這是實際的切割深度的值,並且不是平均值不再而是實際切割深度量。
最後切
這是在其上有效地成為底部的精切削的口袋底部的最終切的值。
華爾街錐度
長城錐度是放在衣兜裡的牆上的實際程度錐度。
完成以上換乘
調整完成速度
如果標記調整完成速度它將允許你使用不同的飼料和速度的粗加工。
標記只是調整開啟的調節能力。它不會打開速度或飼料的變化。由標記飼料或速度標記盒打開。
如果此標記所示的框就會出現。您可以輸入實際值的飼料和速度,或者你可以把它原來的飼料和速度的百分比。
供您使用此功能,您可能需要執行以下操作。
在全新安裝的新用戶
您不需要做任何事情的調整已經到您的文章的。
對於現有用戶OneCNC
如果您是現有用戶,並在現有的軟件的頂部已安裝此更新,您將需要調整職務的這一行動發生在張貼。
在這方面採取的更新信息進一步解釋動作,你將看到飛車標題和飼料調整。
刀具補償:
你有4個選擇在這裡
自動
這是OneCNC會自動使用從工具庫中的半徑值偏移刀具,是推薦類型的賠償。
機
這種刀具補償傳遞代碼的機器,從而允許在完成通全刀具補償控制。當然,這需要你有在本機控制設置為正確處理這種正確的寄存器。
您需要在您的閱讀機床手冊,以確保您能夠使用任何刀具補償功能,採取非常謹慎。
如果您使用中有任何疑問,任何刀具半徑補償使用自動設置。此設置OneCNC將為用戶自動抵消。
穿(詳細)
此設置使用自動偏移和將偏移碼機器,讓你可以在你的機器控制控制嚴格的公差工具的公差控制。
流逝)
此設置使用自動偏移和將偏移碼機器,讓你可以在你的機器控制控制嚴格的公差工具的公差控制。
對使用磨損特別警告靠近或離開
使用此功能時,必須謹慎和小心使用。它要求你必須在控制刀具直徑零值,因為軟件會自動關閉時設置的工具。你應該需要在機器控制使用的唯一價值是,你需要調整以保持你想要的公差尺寸公差量。
調整你的崗位上激活主軸轉速變化
只要打開你使用後,插入{S}到G01換行格式。
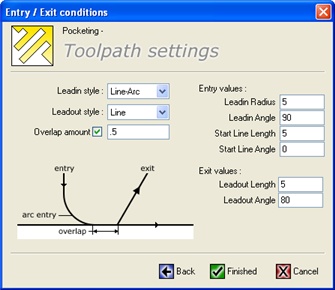
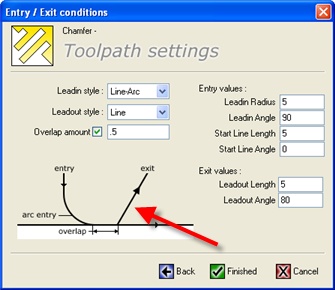
出入境條件
這是你設置的入口退出條件的最後一個對話框。有出入境單獨的設置。你可以有3個款式進出境。
線
在這裡,你只需要一行進入該進入或退出
號線
在這裡,你可以有號線進入或退出這對於困難地區使用,以控制進入或退出的方向和方法。開始行長度是要為其有適用於它的開始線角度條目的第一行的長度。這是牽頭行的第二行也對進出境的這條線部分自身的角度控制。建議您將此和背部的情節並查看結果,直到你成為它的使用信心。有任何疑問剛瑟直線或弧線這是更容易使用。
弧線
其原因是有線和弧補償如果任何發生在電弧之前該第一行是不可能直接在電弧使用補償。
在底部完成的配置文件功能的新功能在去年切斷方式
在具有多個切口進行粗加工的配置文件功能的新功能
自定義配置文件和速度無關的完成飼料或粗的百分比新的能力。
倒角功能
倒角功能現在包括新的獨立入口退出晉級。
目前用戶儲存的文件可能需要改變實體值,因為這是一個額外的功能,以前的所有版本。
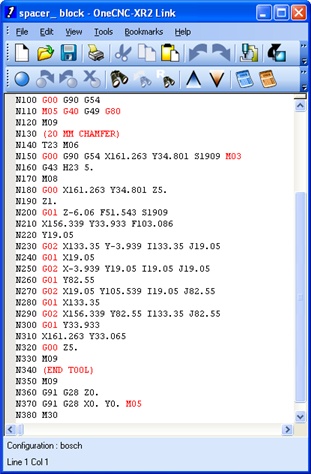
鑽循環
鑽孔循環
現在有新的崗位能力鑽有XY在第一的位置。有些機器控制一般不太聰明PC的像博世Anilam和其他需要的XY位置是在週期中,即使機器已經轉移到了這一點。
目前用戶需要編輯的崗位作為我們不要過分權的職位上安裝添加此功能。
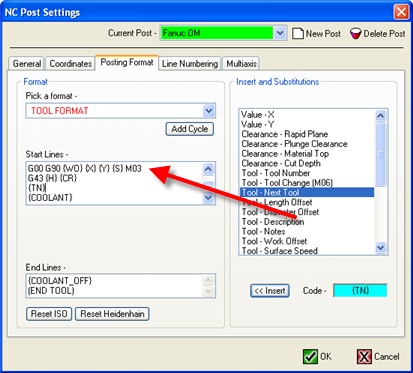
換刀
在後換刀能力是現在改變為具有新功能下面列出。
選擇刀具號已更改。這是由於改變有能力現在備用自由偏移號碼的工具。
當第一次選擇的刀具的數量可以來自工具文件,如果你有這些數字在那裡或數可以只輸入了,正如你輸入刀具號碼,你會看到身高寄存器和直徑寄存器號同時自動改變。如果需要的話,他們將繼續保存為對這一計劃的這些數字可以再獨立編輯寄存器號。
刀具預呼叫
有在換刀的工具預先調用調出下一個工具準備新的能力。這使得那些能夠有所謂的下一個工具,並讓它在換了一個快速換刀準備,而不必等待雜誌指數機器。
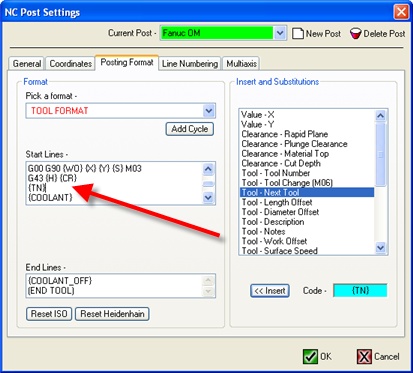
在G43之前換刀XY位置
帖子現在有換刀應用的要求刀具長度補償之前有XY位置的能力。在新的乾淨的安裝所有的職位有這個能力增加。
對於現有的用戶,我們沒有,所以如果你想用你需要去的帖子換刀並插入{X} {Y}中的適當位置這一新的能力,過度乘坐的職位。
DNC編輯器
該DNC鏈接已被修改,以更好地適應和處理大文件保存
語言
大量修改和補充的10種語言,以及現在的Unicode支持在DNC編輯器。
的Unicode允許用於向在NC程序的筆記等所使用的日語字符。
7.39更新發布2006年的4月5日
7.39更新了新的功能
是什麼在此更新:
該帖子被修改,以允許3軸會話EZtrak後要提供配置。該EZtrak要求將包含在弧Z值。
更新發布7.37 2006年1月30日
版本7.37具有的新功能
是什麼在此更新:
這是在本次更新和特別應注意閱讀之前安裝軟件,讓你與這個功能十分熟悉這些信息。
所有這些功能和變更申請OneCNCXR2穆勒快速OneCNCXR2穆勒的優勢穆勒OneCNCXR2專業OneCNCXR穆勒專家。
清潔圓/面對/資料/扒竊/分割鏈2D
清潔圓/面對/資料/扒竊/分割鏈2D現在都在固定Z到工作能力以及對能夠從所選的幾何形狀在Z級別所要求的能力。
清潔圓/扒竊/面對基於刀具直徑的百分比所有現在有自動升壓過金額。

所有上述列出的功能中的新功能允許選擇的功能的高度和深度的兩種方法。
這一切都發生在一個對話框和嚮導的所有其它對話框保持不變。
如何使用清潔圈子設置
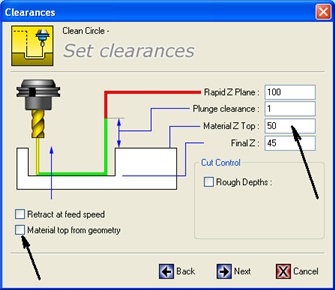
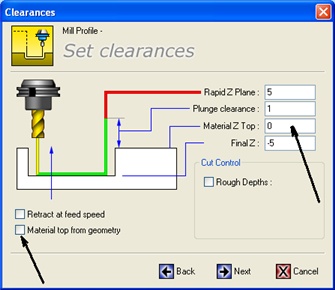
固定Z模式
這第一張照片顯示了“清潔圈”的“固定Z模式”工作的設置方法。
這是OneCNC已在傳統上工作的模式。
這種模式被稱為材料Z頂部是“清潔圈”頂部的實際絕對Z值不管在哪裡幾何圖形或鏈的邊界。
最終的Z也是乾淨的圈底的絕對實際絕對Z值。
這是“清潔圈”與左邊的標籤對話框中的默認行為“無標記”
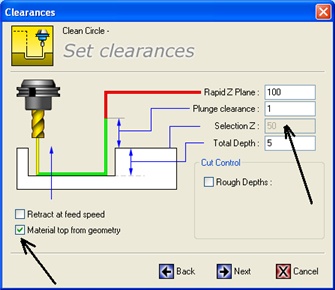
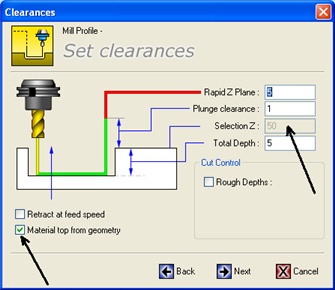
選擇Z模式
這第二個圖片顯示了清潔圈功能的“選定Z模式”工作的設置方法。
這增加了新的模式,提供從創建選定幾何工作的靈活性。
這種模式被稱為“評選Z”這是你創建的“清潔圓”的幾何形狀或鏈頂端的實際選擇的Z值。
的深度是從選定的圓的幾何形狀的底部創建清潔圓的深度增量Z值距離。
你會發現,當“從選料面”被標記,以協助描述這個箭頭顯示這個距離出現。
本次評選Z模式要求標籤框“標記”。
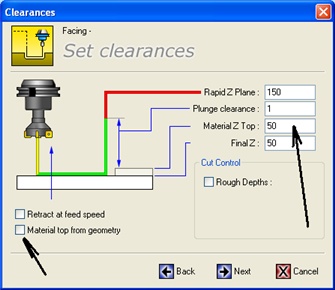
如何使用面對設置
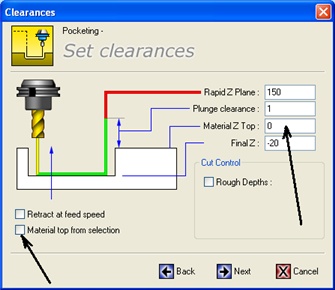
固定Z模式
這第一個畫面顯示在“固定Z模式”的工作面對的設置方法。
這種模式被稱為“材料Z頂”,它是頂部的實際絕對Z值的“面對”無關,其中面向幾何或鏈的邊界繪製的。
最終的Z也是面向正在輸入的絕對值的絕對實際絕對Z值。
這是對“面對”與左邊的標籤中的“無標記”的默認操作
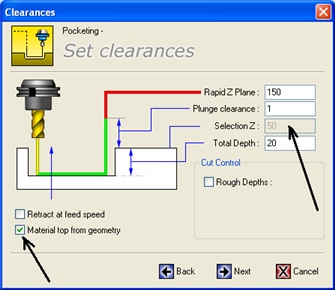
選擇Z模式
這第二個圖片顯示了面向功能的“選定Z模式”工作的設置方法。
這種模式被稱為“評選Z”這是您所繪製,並選擇了“面對”幾何形狀或鏈頂端的實際選擇的Z值。
總深度是從所選擇的鏈的“面對”完成值增量Z值距離。
你會發現,當“從選料面”被標記的箭頭顯示出這個距離出現。
該模式要求標籤框“標記”。

如何使用配置文件設置
固定Z模式
這第一個畫面顯示在配置文件功能的“固定Z模式”工作的設置方法。
這種模式被稱為“材料Z頂”,這是“個人資料”的實際絕對Z值不管這裡的“個人資料”幾何形狀或鏈的邊界繪製的。
最終的Z也是“配置文件”下的絕對實際絕對Z值。
這是“個人資料”與左邊的標籤框的默認操作“未標記”
選擇Z模式
本次圖為在配置文件功能的“選定Z模式”工作的設置方法。
這種模式被稱為“評選Z”這是您所繪製和選擇“個人資料”幾何形狀或鏈頂端的實際選擇的Z值。
總深度為從所選鏈的“個人資料”底部增量Z值的距離。
你會發現,當“從選料面”被標記的箭頭顯示出這個距離出現。
該模式要求標籤框“標記”。
如何使用袖珍設置
固定Z模式
這第一個畫面顯示在掌上功能的“固定Z模式”工作的設置方法。
這種模式被稱為“材料Z頂”,這是袋的頂部的實際絕對Z值無關,其中口袋的幾何形狀或鏈的邊界在被吸入的。
最終的Z為也口袋底部的絕對實際絕對Z值。
這是在口袋與左邊的標籤盒的默認操作“無標記”
選擇Z模式
這第二個圖片顯示了口袋的“選定Z模式”工作的設置方法。
這種模式被稱為“選擇Z”這是口袋的口袋的幾何形狀或鏈的頂部的實際選擇的Z值。
的深度是從所選擇的拉伸鏈的口袋底部增量Z值距離。
你會發現,當“從選料面”被標記的箭頭顯示出這個距離出現。
該模式要求標籤框“標記”。
如何使用分割鏈2D設置
固定Z模式
這第一張照片顯示了分割鏈2D的“固定Z模式”工作的設置方法。
這種模式被稱為“材料Z”的頂部是的“剪切鏈”而不管其中的幾何形狀或鏈繪製的實際絕對Z值。
最終的Z也是“分割鏈”的絕對實際絕對Z值。
這是在口袋與左邊的標籤盒的默認操作“無標記”

選擇Z模式
本次圖為在“選定Z模式”工作的設置方法。分割鏈的2D
這種模式被稱為“評選Z”這是“分割鏈”幾何形狀或鏈頂端的實際選擇的Z值。
的深度是從選定的鏈的“剪切鏈底部”增量Z值距離。
你會發現,當“從選料面”被標記的箭頭顯示出這個距離出現。
該模式要求標籤框“標記”。
在這個版本7.37其它更改
乾淨圈
清潔圈對成品尺寸消極的能力。
工作表
工作表工具將大小顯示在全小數的大小
弧
弧素描位置預覽不限於2時,素描,現在將預覽所有弧。
修剪
剪刀修剪已調整為提取更好地處理或進口的犯罪嫌疑人的幾何形狀。
輪廓
使用機器刀具補償功能簡介已列入防止具有零條目長度的用戶邏輯。數控機床需要刀具補償另外一招。
簡介現在允許零角度的方法,並出發前往有效地延長切,如果你正在削減一行像塊等邊緣
語言
波蘭語言現在包括提供和安裝。
丹麥語現已完成,包括提供和安裝。
這些建議同樣的一個詞,因為所有的語言,他們可能需要Windows的本地化版本也為他們的工作。
OneCNC更新
OneCNCXP 5.23
七月 31 2003
OneCNCXP 5.27
九月 05 2003
OneCNCXP 5.29
九月 12 2003