Perfectionnement Putters avec OneCNC

YAR Golf, situé en Arizona, fièrement ingénieurs, fabrique et assemble leurs putters exclusifs à Tempe, en Arizona, USA. L'unicité de la GX1 Putter YAR est inégalée, avec un concept spécifique qui permet aux joueurs de faire monter les enchères dans leur jeu de golf.
YAR Golf a créé le seul club de golf / Putter dans l'industrie du golf qui n'a jamais été acceptée par l'USGA pour leur programme de golf Adaptive. Rien que cette année il y avait 19 autres dispositifs présentés et rejetés par le Conseil exécutif de l'USGA pour cette distinction. Capable de soulever la balle de golf de la coupe sans que le joueur soit nécessaire de se plier. Le vieillissement des baby-boomers et la déficience physique n'est pas leur seule clientèle. YAR Golf est la seule entreprise qui a mis l'accent sur leurs besoins spécifiques dans le jeu de golf en concevant un putter qui a des fonctionnalités destinées à améliorer le jeu des acteurs à tous les niveaux de compétence.

Créé par une Materials Science and Engineering doctorat. Le GX1 Putter YAR possède de nombreuses fonctionnalités qui le distinguent des conceptions de putter standard, qui ont été laissés inchangés et stagnant depuis un certain temps. Utiliser MOI (moment d'inertie) et linéarisation des axes parallèles combiné avec la physique aéronautiques, son design et la forme ont créé le plus grand vrai Sweet Spot dans l'industrie Putt, ce phénomène est introuvable sur putters classiques, comme tout le visage de la YAR putter est considéré un «sweet spot».
Dans une étude de 2009, le putter YAR a été mis à l'épreuve par le Golf test USA. Ils résument ce que le putter YAR effectuée au-delà de ses prétentions et il a reçu le meilleur classement parmi les putters à travers le monde. De Golf test USA "... en raison de sa conception et de l'équilibre, il était très facile de putt avec une seule main. La conception globale du putter YAR peut aider tout golfeur qui a des limitations physiques comme se pencher raison de douleurs dorsales. Le putter YAR peut facilement marquer la balle et ramasser en même temps, et récupérer le ballon hors du trou. Il peut également être utilisé pour ramasser d'autres clubs sur le sol. C'est le putter parfait pour le golf «adaptative». Le GX1 putter YAR était l'un de seulement 8 putters, sur 47, a remis une note de 5 étoiles basé sur les résultats globaux des tests. Le YAR Golf GX1 putter a reçu notre «Seal of Excellence» convoité [pour ses résultats exceptionnels] "
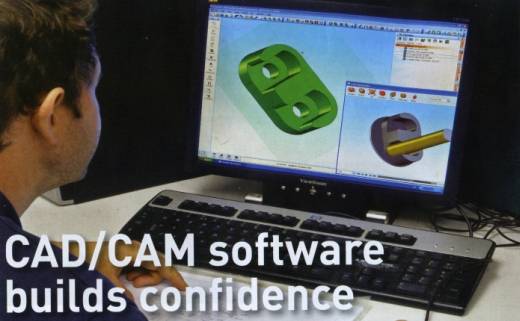
Dr. V, le créateur du putter YAR, contacté OneCNC en 2007 à la recherche d'une solution FAO pour lui faire nouveau concept une réalité. En raison du secret impliqué dans le concept de putter YAR et les brevets, tous prototypage devait être terminé dans la maison. Connaissances dans le secteur de l'usinage CNC était minime pour le Dr V, donc un programme CAM facile à utiliser et puissant était primordiale. Après avoir évalué plus de 6 programmes de CAM différentes d'un tête-à-une démonstration en ligne est prévue avec l'appui technique de OneCNC. "OneCNC était supérieur aux autres systèmes CAD / CAM I estimative. Il était plus facile, a offert plus de conception d'outillage avantages procéduraux, c'était un plaisir de s'acclimater avec, et le représentant de l'assistance technique était le plus compétent. En fait, j'ai acheté une mise à niveau le lendemain de ma première consultation à 1 heure, et je n'ai jamais regretté cette décision ".
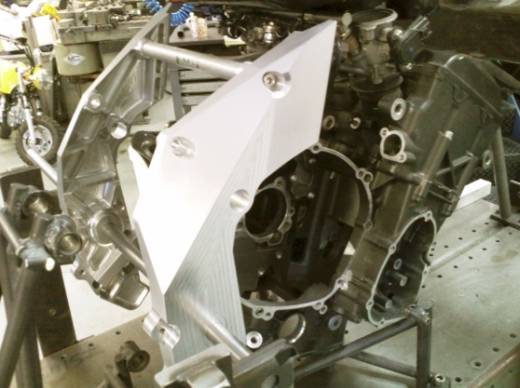
Courir XR3 Mill professionnelle donnait Dr. V le plein contrôle sur la conception et l'usinage des putters YAR.
Interrogé sur le soutien technique de OneCNC et service à la clientèle, elle a déclaré: «Le soutien OneCNC et le personnel de bureau sont géniaux, attentionné et spectaculaire. Bravo et félicitations à tous à OneCNC.
Yar Golf a fait don de plus de 50,000 $ en GX1 putters aux golfeurs défavorisés et les organisations caritatives à travers le monde et est le Putter officiel de nombreuses organisations de personnes handicapées, ainsi que leur «soutien d'un ancien combattant invalide" projet, qui fournit des équipements de golf gratuit pour les personnes à mobilité vétérans américains.
YAR GOLF
Gerri Jordanie président
Dr. Vanderbilt PDG
Tempe, Arizona
USA 85284
Pour plus d'informations sur les Putters YAR, visitez leur site Web ou la vidéo de démonstration sur YouTube ci-dessous:







Mises à jour OneCNC
OneCNC XR9 version 74.83
Avril 23 2024
OneCNC XR9 version 74.80
Avril 01 2024
OneCNC XR9 version 74.77
Fév 28 2024